电主轴的动态控制
- 精确转速采集,确保铣削、车削和磨削加工过程的稳定性
- 非接触式、无轴承测量原理,即使在高负载条件下也可实现免维护、无磨损的信号输出
- 高达 100,000 rpm 的高信号质量,支持高速电主轴的动态鲁棒控制
- 可通过传感器维护与诊断设备 SensorDEVICE M 在安装状态下进行信号优化与参数设置
- 紧凑结构、可变电缆出线方向及灵活的测量体,便于高效集成至各类主轴结构

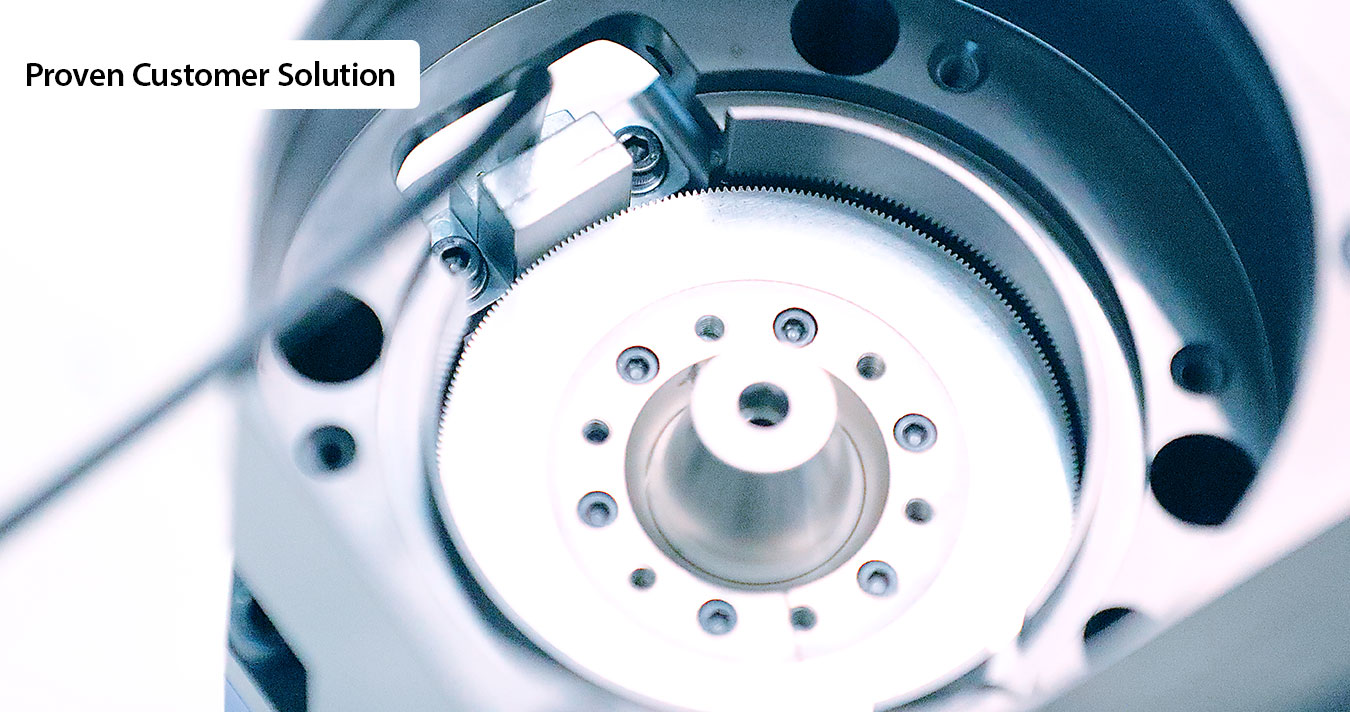
在高速电主轴中,极高转速、高温与极小安装空间并存。与此同时,对精度、表面质量和工艺安全性的要求持续提升。在这些条件下,可靠、高精度的转速与位置采集对整机性能至关重要。
高测量精度与紧凑结构使我们的 MiniCODER 成为全球机床高速电主轴中应用最广泛的无轴承编码器。超过 500,000 套产品已应用于高速切削等各类机床。

在高速电主轴中,精确的转速采集至关重要——即使微小偏差也会影响铣削、车削或磨削的工艺稳定性与加工质量。极高转速会产生显著的热负荷与机械负荷,许多传感器系统在此条件下会迅速达到其性能极限。与此同时,测量必须长期保持可靠,以确保安全、动态的控制性能。
MiniCODER 即使在高动态工况下也能实现精确、稳健的转速采集。凭借其鲁棒的测量原理,可持续输出稳定信号,长期支撑主轴控制,从而提升工艺安全性。
在安装与维护过程中,对已装机传感器系统进行可靠评估往往十分困难。受限的接入空间、各异的主轴环境以及机械公差均可能影响信号质量,并降低后续的位置精度。
传感器维护与诊断设备 SensorDEVICE M 可为此提供有效支持。在调试阶段,该系统支持对信号进行针对性优化、参数设置及对所连接传感器系统的精确检测。在维护阶段,还可读取并分析 MiniCODER 在运行期间所存储的工作状态数据。
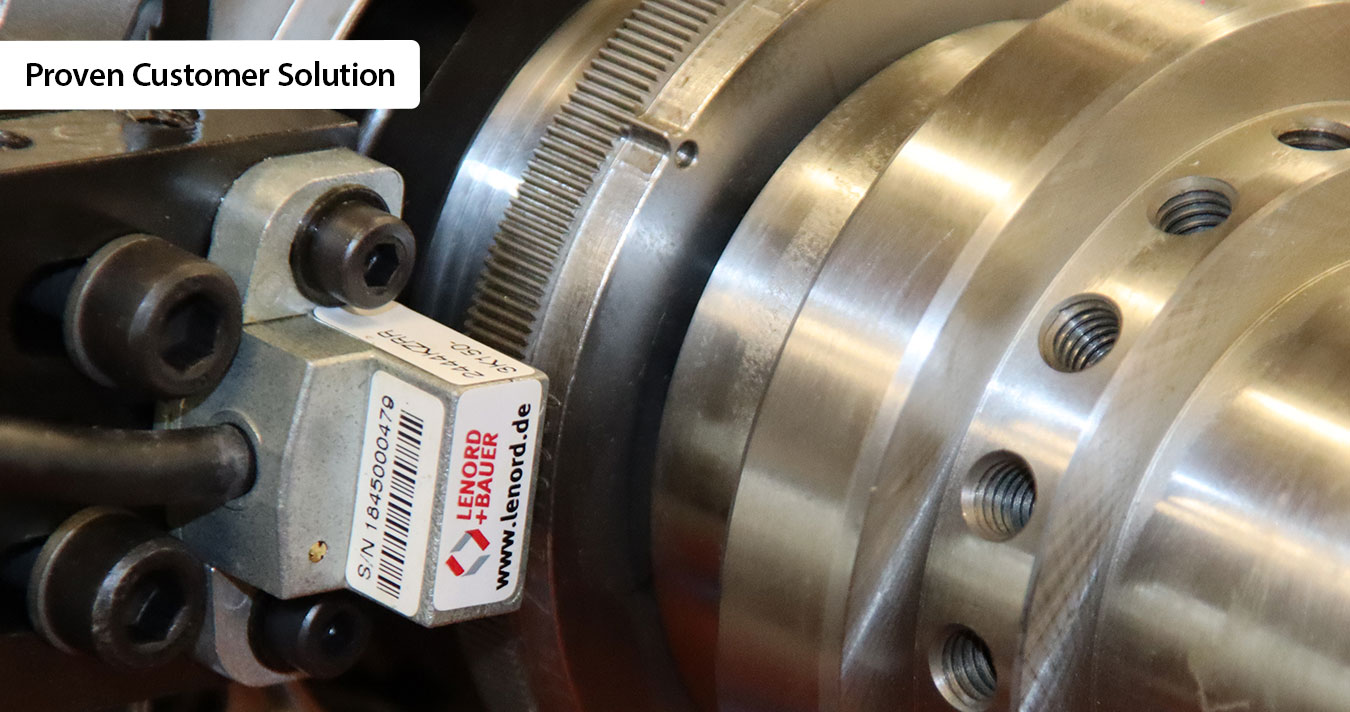
对于设计工程师而言,需要将编码器系统集成至主轴结构中,使其在有限安装空间、高热负荷及机械要求下依然可靠运行。对于装配人员而言,则需在狭窄、难以进入的区域内精确对准并安全安装各组件。
MiniCODER 的紧凑结构及多种电缆出线方向便于集成至各类主轴方案,并提供有利于装配的空间自由度。测量齿轮的灵活设计可适应不同直径与安装情况,进一步扩展了集成灵活性。由此,编码器系统与测量体无论在设计阶段还是维护阶段,均可高效集成至现有安装空间。